
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Siemens RTM instruction
- Thread starter kalabdel
- Start date

kamenges
Member

Originally posted by PLC:
Why was 16 profinet devices picked for a max on a 1200?
While that may be somewhat arbitrary it at least makes some type of sense in the context of CPU and data design. It is limited by the size of a nibble.
Yes, this thread has mutated some but the basic point remains. JRW believes the limit is based on some as-yet undefined performance characteristic. I believe it is completely arbitrary based on the fact the humans tend to think in base 10. In effect there is no reason for the limit, which is what the OP was asking about before he got pounded by Siemens tech support.
Originally posted by mass89:
I've never had issues with siemens support, actually would say they are one of the best/most responsive.
That is probably true. I don't have enough differential experience to say one way or another. Like I said, the OP most likely caught a guy on a bad day with an unanswerable question. That can be frustrating.
Keith

My opening question in the first post should've been Why not Where. My mistake.
I have not used the RTM instruction and haven't considered it as I always saw it as limiting but never thought of asking way it has those limits until it came up in another thread and figured I should ask those who know. I had one bad experience before this from Siemens support that was quickly forgotten with followup of fantastic support. I still think their combination of free tech support and managing support forums (that is actually a brilliant move) adds considerably to the value of their products. Access to documentation and application examples is also quite good.
But, I have read on their forums of tech support replying to requests with "read the manual" and "ask on the forums" and never though twice about it till it happened to me. It is not isolated.
I've only had few requests, maybe four or five and going by memory it sees the complex questions garnered the best replies so there maybe levels of support where the seemingly simple questions go to the less experience/qualified and they're the ones who provide the lousy replies.
All in all and after my last year's bad experience with a local distributor, it is just another reminder to not put all of my eggs in one basket.
I have not used the RTM instruction and haven't considered it as I always saw it as limiting but never thought of asking way it has those limits until it came up in another thread and figured I should ask those who know. I had one bad experience before this from Siemens support that was quickly forgotten with followup of fantastic support. I still think their combination of free tech support and managing support forums (that is actually a brilliant move) adds considerably to the value of their products. Access to documentation and application examples is also quite good.
But, I have read on their forums of tech support replying to requests with "read the manual" and "ask on the forums" and never though twice about it till it happened to me. It is not isolated.
I've only had few requests, maybe four or five and going by memory it sees the complex questions garnered the best replies so there maybe levels of support where the seemingly simple questions go to the less experience/qualified and they're the ones who provide the lousy replies.
All in all and after my last year's bad experience with a local distributor, it is just another reminder to not put all of my eggs in one basket.
rQx
Lifetime Supporting Member

Could it be that at a certain level they want to push you to the s7-1500. Same on the HMI, some functions arent available on the basic line, but are available on the comfort line. I'm 100% sure that many functions could be available in the basic line.
Same as cars, all functions exist in the car but you pay to unlock them.
Same as cars, all functions exist in the car but you pay to unlock them.
Could it be that at a certain level they want to push you to the s7-1500. Same on the HMI, some functions arent available on the basic line, but are available on the comfort line. I'm 100% sure that many functions could be available in the basic line.
Same as cars, all functions exist in the car but you pay to unlock them.
At some level, sure, they're trying to push you from a 1200 to a 1500, but even a 1500 only has 16 HW run time meters.
My first thought when I read this was "wait, people still need the CPU to do runtime tracking in HW?". I thought those were only there for legacy purposes, and you were expected to do it in software now. The 1500s have as many as the 400s (16), which seems to correlate.
rQx
Lifetime Supporting Member
At some level, sure, they're trying to push you from a 1200 to a 1500, but even a 1500 only has 16 HW run time meters.
My first thought when I read this was "wait, people still need the CPU to do runtime tracking in HW?". I thought those were only there for legacy purposes, and you were expected to do it in software now. The 1500s have as many as the 400s (16), which seems to correlate.
You are probably right, I have never even seen this RTM functions.

I have a question. It is related to RTM. I have more than one RTM in my program. After counting hours for a specific limit. I am resetting it by using mode 5 in RTM. But my problem is when ever I reset one counter. Others also got reset. All have there own and separate buttons and input outputs. Can anyone know what is the issue?
drbitboy
Lifetime Supporting Member
Post your code.I have a question. It is related to RTM. I have more than one RTM in my program. After counting hours for a specific limit. I am resetting it by using mode 5 in RTM. But my problem is when ever I reset one counter. Others also got reset. All have there own and separate buttons and input outputs. Can anyone know what is the issue?
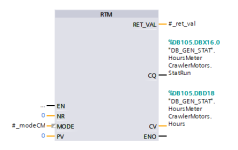
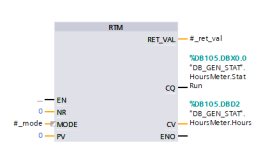
These are the two RTM they have separate mode inputs and separate outputs but when I reset one other also got reset. And when one is counting then other one also counting it. same value.Post your code.
Attachments
drbitboy
Lifetime Supporting Member
is this RTM in a function block?
NO. Its in an Organization Block.is this RTM in a function block?
drbitboy
Lifetime Supporting Member
For RTM, please RTFM* here.
Pay particular attention to the NR input parameter, and the first sentences in the description of the instruction:
* Read The "Fine" Manual.
Pay particular attention to the NR input parameter, and the first sentences in the description of the instruction:
The CPU operates up to 10 run-time hour meters to track the run-time hours of critical
control subsystems. You must start the individual hour meters with one RTM execution for each
timer.
* Read The "Fine" Manual.
drbitboy
Lifetime Supporting Member
Excuse my previous post, and this one, for its opacity, but ask yourself this question: how many of the CPU's 10 run-time hour meters are your code using?
Sorry to say, but I did not get what are you asking? Kindly ask again.Excuse my previous post, and this one, for its opacity, but ask yourself this question: how many of the CPU's 10 run-time hour meters are your code using?
drbitboy
Lifetime Supporting Member
The S7-1200 CPU operates ten RTMs (Run-Time hour Meters). The NR input parameter to the RTM instruction determines which of those ten that instruction uses. Since the value of NR is the same, i.e. 0, on all of the RTM instructions in the program, the CPU uses the same, i.e. only one, run-time hour meter for all of those instructions.Sorry to say, but I did not get what are you asking? Kindly ask again.
So when you wrote "I have more than one RTM in my program," you should have written "I have only one RTM in my program" instead.
The PLC cares not a whit what we want it to do, but it will mercilessly and inexorably do exactly what we tell it to do.
The only thing worse than the PLC not doing what we want it to do is when it does exactly what we tell it to do.
Similar Topics
Hi everyone,
i have a Siemens S7-300 Cpu 314C-2 DP with several cards of i/o and servos
my laptop has TIA version 16 and 17 loaded and...
- Replies
- 4
- Views
- 41
Hi all,
Currently having trouble getting a speed reference to write over modbus to an Omron M1...
I can successfully write a run command and...
- Replies
- 2
- Views
- 47
Good morning fellow sea captains and wizards,
I am being asked to do the above and obtain 4 values from each slave, I know about the MRX and MWX...
- Replies
- 26
- Views
- 348
Hi everyone, I am an omron plc tec , lately I came across a siemens s7 200 cn plc .
Can someone help me regarding the software required and...
- Replies
- 26
- Views
- 476
This is the first time I am working with Simatic Manager Step7 as I started my siemens journey with TIA which is pretty easy and do a lot of stuff...
- Replies
- 3
- Views
- 119