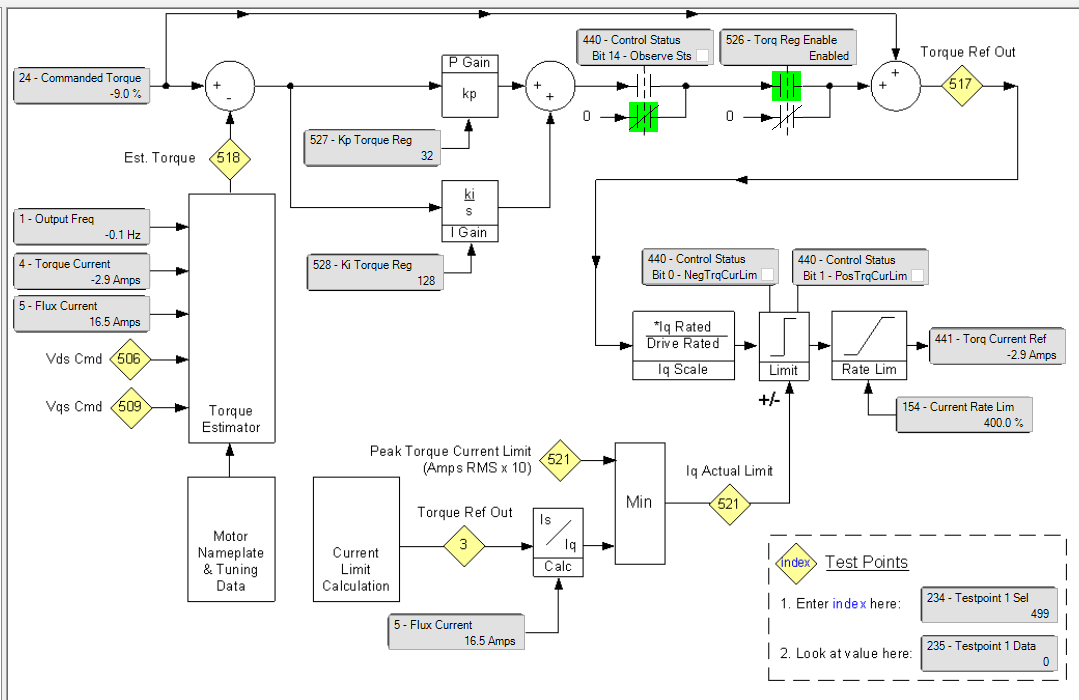
Parameter 440 (Control Status), bit 14 (Observe Status) bit activates based on the value of parameter 121 (Slip RPM) meaning that this bit will go active if the value of the motor slip goes above or below a set range. The range the bit monitors is between 1/2 the value of the number in that parameter for the minimum setting and 2x the value of the number for the maximum.
If the feedback mode is open loop, but you are trying to hold torque at zero speed, this bit will toggle causing the torque to go away and come back, over and over.
Example:
If your Slip Rpm (par. 121) has a value of 10, then the window that parameter 440 bit 14 monitors will be between 5 and 20 rpm. If the slip goes beyond that window then the bit will go active. Along with the Min slip (bit 8) or Max slip (bit 9) based on which condition is true..
Parameter 121= 10 RPM
Min range Setting= 5 (Par 121 / 2 )
Max range Setting= 20 (2 * Par 121)


") .
.