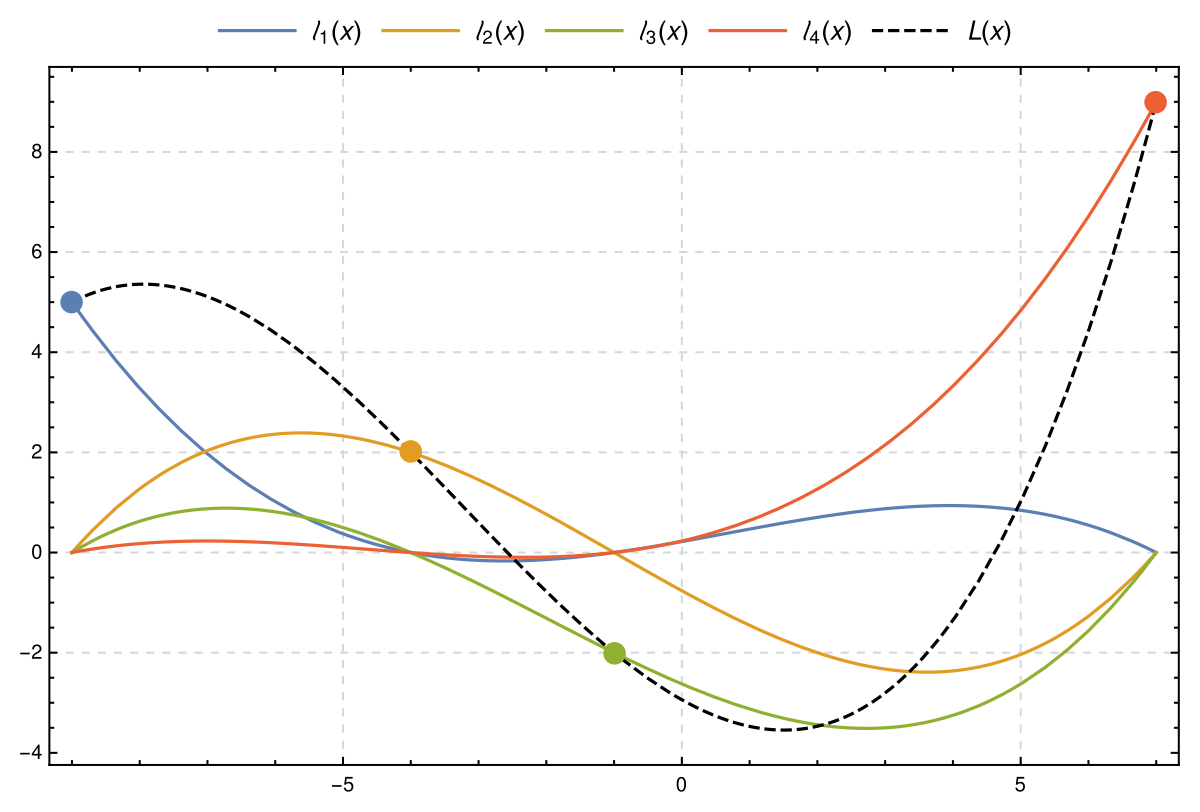
Hello there is a way to do the polyfit on 3rd degree on this plc.
for imput i have a munimum value of 5 X and 5 Y value for example
Measured value
X y
350 10250
460 9870
530 8536
680 7653
800 5560
What i need is to obtain an y value entering an x value that is included in the range of the measured value, i able to do with python but the problem is that i can't connect the plc to a pc because the customer don't what to have a pc connected.
Thanks for your reply
for imput i have a munimum value of 5 X and 5 Y value for example
Measured value
X y
350 10250
460 9870
530 8536
680 7653
800 5560
What i need is to obtain an y value entering an x value that is included in the range of the measured value, i able to do with python but the problem is that i can't connect the plc to a pc because the customer don't what to have a pc connected.
Thanks for your reply